不同包裝承印物上出現印刷色差有哪些原因?如何改善?
品牌商遇到的問題
從品牌色的設計到印刷生產的過程中,包含了多種基材和印刷工藝的應用,同樣一個品牌色在不同的印刷流程控制中很難達到顏色的統一,這是因為基材和印刷工藝不同,顏色所呈現的效果也會差異較大。

不同材質的印刷色差原因
下圖是彩通深藍專色(PANTONE Dark Blue)分別在彩通C卡(灰色曲線)和U卡(青色曲線)上的光譜曲線差異,從曲線的反射特性可以看出,U卡上的藍色在波峰和波谷之間的落差較小,表示顏色的飽和度較低,而C卡上的藍色波峰和波谷落差很大,代表了此顏色的飽和度較高,藍色更鮮艷。兩者之間的色差為9.7(DEcmc)。


深藍色在不同基材上的顏色差異
不同的材質具有不同的吸收性、白度、光澤度,同一種油墨在相同條件下印刷到吸收性不同的紙張上時,會有不同的印刷光澤。紙張的結構決定了紙張表面存在著由植物纖維形成的凹凸和孔隙,為了使紙面獲得良好的均勻性和平滑度,一般要在紙張表面涂布不同厚度的涂料。涂料的性質和厚度決定了紙張表面對油墨的吸收能力。吸收能力不同,必然要使印刷墨層的顏色產生差異。非涂料紙與涂料紙相比,黑色墨層會顯得灰暗、無光澤,并且彩色墨層會產生漂移,由青色墨和品紅色墨調配出的顏色表現最明顯。
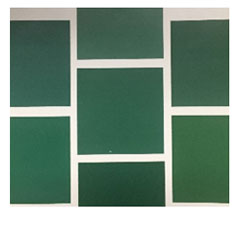
還有一些基材因為材質本身就偏色比較嚴重,也會造成最終打樣或者印刷色的偏差較大,下面為同一個紅色在不同材質上的視覺效果,比如在牛皮紙上的顏色偏差特別明顯:
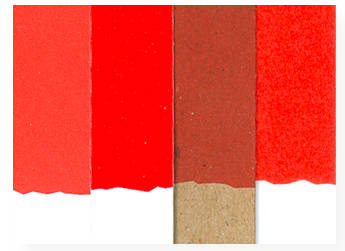
同樣的原因,同一個顏色印在塑料上、布料上也會發生很大的差異,此外顏色效果的呈現還受到不同的印刷工藝、油墨等因素的影響。
印刷色差的改善措施
1. 為不同品類的包裝材質創建主和副兩套顏色數據標準
在建立包裝產品顏色標準時,需要先建立主標準,比如首先在所有品類中選擇銅版紙膠印的印刷方式建立主標準,然后為其它每種材質、印刷工藝、油墨的組合分別建立副標準,每一套副標準需要經過嚴格的上機打樣進行確認,打樣過程中需要盡力去匹配主標準的顏色,雖然因為基材材質、印刷工藝、油墨等因素的客觀原因沒法讓副標準和主標準之間顏色完全一致,但是可以盡可能的去接近主標準,通過這樣的方法實現不同的材質之間的盡可能的一致。雖然客觀條件決定了我們無法實現不同材質之間的完美匹配,但我們可以做到更大限度的顏色匹配。
如果只建立主標準

如果為不同材質建立主副標準
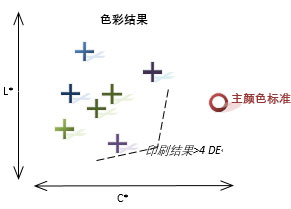
上圖為兩種建立標準的方法,第一種是對所有材質只有一套顏色標準,當我們把不同材質印品擺在一起時會發現顏色差異很大,不僅和主標準之間差異大,同一種材質之間的顏色也會差異較大;第二種是為不同材質、印刷工藝組合建立主副兩套標準,不同的供應商追色時的標準不同,雖然和主標準顏色差異仍然存在,但是我們可以做到同一材質不同樣品之間的顏色保持很高的一致性。
有了主副兩套標準之后,在供應鏈上不同的印刷供應商才可以在印刷調色時去匹配不同的印刷標準,比如印刷廠A是做銅版紙膠印的,他可以選擇主標準進行追色,印刷廠B是做塑料軟包的,可以選擇對應塑料軟件及相應工藝標準的副標準去追色,因為不同的顏色標準是經過前期上機打樣確實能夠在此材質上印刷出來的顏色,這樣就降低了供應商追色的難度。而如果所有的供應商都是拿主標準去追色,就會面臨很難追上色的情況,這樣的標準也就很難在供應鏈體系里運行下去。
因而使用顏色副標準可以幫助我們降低印刷樣品之間的顏色差異,而且確保色彩目標是可實現的、明確的,而且與主色彩標準具有很高的關聯關系。

上圖為愛色麗PantoneLIVE云端數據庫內建立的主副顏色標準,里面包含了愛色麗為品牌商建立的各種材質、印刷工藝、油墨等組合的數據庫,為品牌客戶全球供應鏈每個環節定義了主副顏色,讓整個印刷供應鏈可以獲得穩定一致的顏色效果。

上圖為部分PantoneLIVE顏色副標準顏色庫的一小部分,每個標準對應不同的基材和印刷工藝組合。PatoneLIVE云端色庫只是一個參考,我們可以通過PantoneLIVE許可和對應的愛色麗軟件直接下載使用,也可以借鑒此方法和流程建立自己的企業標準,創建符合自己產品類型、材質、工藝組合的主副標準庫。
下面我們以某知名飲料品牌常用的品牌色-藍色舉例,來對比同一顏色在不同材質標準之間的差異性:
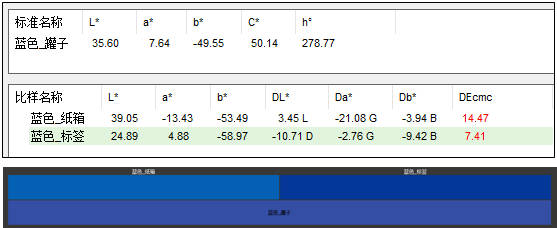
上圖中我們把此品牌色在三類材質的標準分別導入到愛色麗iQC品控軟件中,它們分別為藍色在罐子、瓦楞紙箱、塑料瓶標上的L*a*b*數據標準,從色差以及L*a*b*上可以看出此藍色在不同材質上建立的副標準差異是很大的。
2. 為不同品類的包裝材質創建合適的容差
當然定義顏色標準時我們還不能忘記容差的設定,對于品牌色來講,具體多少的容差是合適的很難有一個統一的數字,一般情況下需要我們多次打樣,從不同的印刷打樣中挑選出我們視覺可以接受的上下限樣本,比如最簡單的方式,我們可以使用包裝行業常見的深淺卡來確定我們視覺可接受的上下范圍,然后通過色差儀分別測定上下限與標準之間的差異來確定標準容差。
如果我們想更精細的確認容差,還可以在打樣測試時讓顏色以標準為中心向多個方向偏色,比如深、淺、綠、紅、黃、藍等方向,通過多個維度的顏色變化來更準確的找到視覺可以接受的容差值,以此建立更準確的容差標準。
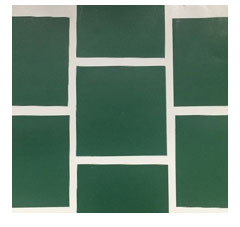
色差=1.0
色差=5.0

樣品排列
同樣我們以剛才提及過的某品牌色-藍色為例,在每種材質上建立容差也是有區別的,在罐子和瓶子上的標簽兩者容差均為小于DEcmc2.5,而瓦楞紙箱的容差為小于DEcmc2.0,供應商在生產時產品的顏色需要符合不同品類產品顏色等級的要求。
更多色彩管理方案咨詢,歡迎撥打愛色麗官方熱線:400-606-5155!
上一篇 : 如何使用測色儀檢測顯示屏幕顏色是否準確
